One-bath dyeing process for dispersing activity of polyester-powder composite microfiber
Li Zhiqun 1, 2, Chen Guoqiang 2, Shi Yanxiu 1, 2 Abstract: In order to solve the problems of dyeing, dyeing, and poor fastness of polyester/nylon composite microfiber fabrics, the dyeing process of dyeing, process formulation and process curve was used to determine the dyeing process using TerasilW/Eriofast dispersion/active one bath method. The results show that the process better coordinates the difference of dyeing temperature, pH value and electrolyte in the same bath dyeing process of reactive dyes and disperse dyes, and solves the problem of poor color rendering and dye fastness of polyester/nylon composite microfiber fabric. The problem. Cold Rolled Steel Profile,Steel Beam,Flange Beam Comat Metal Products Co., Ltd. , http://www.china-tinplate.com
(1.Guangdong Textile Vocational and Technical College, Foshan 528041, China; 2. Suzhou University, Suzhou, Jiangsu 215006, China)
Key words: dyeing; disperse dye; reactive dye; composite fiber; microfiber; polyethylene terephthalate fiber; polyamide fiber CLC number: TS193·846 Document code: B Article ID: 1000-4017 (2009)02-00016-04
0 Introduction Polyester/polyamide microfibers have low linear density and large specific surface area, and there are differences in levelness and color rendering due to the different fiber structures of polyester and brocade, and the color fastness is also poor.
The dyes suitable for polyester dyeing are mainly disperse dyes; the dyes that can be used for nylon dyeing mainly include disperse dyes, neutral dyes, acid dyes, acid mordant dyes and reactive dyes. Among them, disperse dyes, neutral dyes and acid (mord dye) dyes have poor color fastness to nylon, and reactive dyes have good dye fastness, but their liftability and transferability on nylon fabrics are poor, and if they are combined with disperse dyes. Dip in the same bath, there are differences in dyeing temperature, pH and electrolyte. In order to obtain better dye fastness, especially for some products with high wet fastness, many manufacturers still want to use reactive dyes for dyeing.
Through the selection of reactive dyes and disperse dyes and the improvement of dyeing process, this paper determined a high color fastness dyeing process suitable for one-bath dyeing of polyester/nylon composite microfiber dispersion/reactive dye.
1 Test 1.1 Materials, pharmaceuticals and instrument materials Polyester and nylon composite fiber fabric [Wave 178 dtex/72 f×16 p polyester/polyamide composite fiber into a sock, 18G, (160±10) g/m2, Xindongjiang Chemical Fiber Co., Ltd., Heyuan City, Guangdong Province Ltd.]; polyester fine denier knitwear (44 dt-ex/36, f 40 G, (130±10) g/m2, Jiedian Textile Co., Ltd.); nylon fine denier knitwear (77 dtex/68, f 36 G, (180±10) g/m2, Jiedian Textile Co., Ltd.).
Drugs NaOH, HAc, Na2CO3, CaCl2, Na2S2O4, NH4Ac, NaC, l NaHCO3, penetration enhancer Cibaflow Je, t dispersant Univadine DP, crosslinker EriofastFix, diffusion promoter Uni-vadine PB, leveling agent UnivadineMC new, cleaning Agent Ciba Eri-opon ols, penetrant JFC, Eriofast reactive dye series, TerasilW disperse dye series, HT, KE, HE series high temperature reactive dyes (for comparative tests), acid dye series.
Instrument electronic analysis balance, electric thermostat oven, high temperature dyeing sample machine, computer color measuring instrument, wash fastness tester, visible spectrophotometer.
1.2 Fabric pretreatment 1. 2. 1 Add steel balls to the polyester fiber composite microfiber fabric open fiber steel cup, the NaOH concentration is 20 g/L, the fiber opening time is 50 min, and the temperature is 110 °C.
1. 2. 2 Polyester (nylon) fine denier knitted fabric pretreatment Weigh a certain amount of polyester (nylon) knitted fabric, treated with 2% Na2CO3 solution at 50 ° C for 30 min, then washed with water and squeezed. Bake in an oven at 105 ° C for 30 min, transfer into a desiccator, constant weight for more than 4 h, and set aside.
1.3 Determination of fabric color value After the fabric is dyed according to the set process, its K/S value is determined.
1.4 Dye Lifting Force Determination Because the ultrafine fiber is not easy to dye deep, the amount of dye required is large, and 1%, 3%, 5%, 7%, 9% and 11% (owf) are selected for dyeing. /S value, the test is deep.
1.5 Determination of the percentage of dyeing The percentage of dye uptake was determined by the dye residue method.
1.6 Washing fastness test According to GB/T 3921. 4—1997 “Determination of color fastness of textile color fastness testâ€.
2 Results and discussion 2.1 Selection of reactive dyes In order to obtain better dyeing effect, the three primary colors of high temperature Eriofast series reactive dyes were selected and dyed by conventional high temperature reactive dyeing process, and compared with the other three groups of reactive dyes. The comparison test results of the color rendering and lifting power of the four groups of reactive dyes are shown in Figures 1 to 3. 
It can be seen from Fig. 1 to Fig. 3 that as the amount of dye is increased, the K/S value of the fabric is gradually increased. When the amount of the dye is more than 5%, the K/S value increases slowly. Among the three primary color dyes, the K/S value of the Eriofast reactive dyed fabric was the highest when the amount of the dye was the same, indicating that the liftability of the nylon was good. Therefore, in the polyester/polyamide composite microfiber fabric dispersion/reactive dyeing, Eriofast reactive dye is used.
In order to examine the compatibility of Eriofast reactive dyes, the compatibility of Eriofast tri-primary red B, yellow R and blue 3R was tested. The dye bath was prepared by using 1.2% Eriofast yellow R, 1.2% Eriofast red B and 0.8% Eriofast blue 3R, and 8 pieces of the same quality nylon knitted fabric were successively dyed with the previous piece of cloth for 3 minutes. Dyeing at °C, a set of dyed samples were obtained, washed and dried.
In the standard color light box, the color of each cloth is basically the same, only the shade change, indicating that the compatibility of the three dyes is very good and has good compatibility. Eriofast reactive dyes are brighter in color and can be combined into a variety of shades.
The fine structure of the polyester-powder composite microfiber has poor uniformity, so the level of dyeing of the reactive dye dyeing nylon is poor. In view of this phenomenon, a method of lowering the initial dyeing temperature, slowly heating the temperature, and then boiling, can be employed to improve the transferability and hiding property. For example, dyeing at 110~120 °C can improve the transferability and hiding [1], but the reactive dye will undergo a certain degree of hydrolysis at high temperature. The Eriofast reactive dye is a reactive acid dye. At a certain pH (acidic condition), the hydrolyzed reactive dye becomes the parent group of the acid dye, which can adsorb the nylon fiber and dye it again [2]. This not only solves the problem of leveling, but also obtains good color yield and color fastness, and at the same time solves the conflict with the dyeing temperature of the disperse dye.
2.2 The choice of disperse dyes and supporting auxiliaries Suitable for disperse dyes for polyester/acrylic ultrafine fiber dispersion/active one-bath dyeing, not only have the characteristics of leveling, deep dyeing and high color fastness, but also in dyeing temperature, pH, electrolytes, etc. should also be compatible with reactive dyes. The test uses TerasilW series of disperse dyes, and dyes the polyester-rubber composite microfibers in one bath with the Erio-fast series of reactive dyes.
The diffusion enhancer Ciba Univadine PB is used in combination with the TerasilW series of dyes at 120 ° C [3] to reduce the temperature of the disperse dyed polyester and to reduce the dyeing temperature difference with the Eriofast reactive dye.
TerasilW series dyes have good alkali washability [4]. In the one-bath dyeing process of the dispersion/reactive dye, the pH value is first adjusted to 4, and the dispersed and reactive dyes are respectively dyed with polyester and nylon fibers. The dye to be dispersed is dyed with polyester and the temperature is lowered after the dyeing is completed, so that the dye which is not dyed and hydrolyzed is dyed again. Then, an alkali agent is added to fix the color, and the pH is adjusted to fix the reactive dye on the nylon. Since the dyeing of the disperse dye is completed, the addition of the alkali agent at this time will not affect the dyeing effect of the disperse dye [5]. After the dyeing of the disperse dye, it is generally subjected to reduction washing to remove the color, but the reducing agent will destroy the dyed reactive dye, resulting in a low fixing rate. Immediately after the disperse dye is dyed, the alkali agent is added to facilitate the washing of the disperse dye of the nylon, without the need for reduction cleaning [6].
In order to obtain a higher dye uptake rate, reactive dyes generally require a certain concentration of electrolytes, while disperse dyes are not suitable for use with electrolytes. It is indicated that the electrolytes are dyed on the dispersions at a low salt content (30 g/L). The effect of performance is small [7]; in the presence of leveling agent, the amount of electrolyte is increased to 60 g / L, and the disperse dye will not change clearly [6]. Therefore, a part of the electrolyte is first added in the one-bath dyeing process of the dispersion/reactive dye, so that the reactive dye is partially dyed with nylon, and the dispersion is sufficiently dyed with polyester. After the dye is dyed, the temperature is lowered to 100 ° C, and then the remaining electrolyte is added to make the reactive dye which is not dyed and hydrolyzed onto the nylon. In this way, the influence of the electrolyte on the dyeing of the disperse dye is avoided, and the reactive dye is dyed dark on the nylon and the dye interest rate is increased.
2.3 Determination of dyeing prescription and process From the above dye selection and dyeing process analysis, the process prescription and work curve of polyester/Jumbo ultrafine fiber dispersion/active one-bath dyeing were determined. 
The dyeing and dispersion/activity methods were also compared using a conventional dispersion/acid one bath process. The process recipe and process curve are as follows:
Traditional dispersion/acid one bath dyeing prescription 

2.4 Dyeing effect of the dispersion/active one-bath method The prepared polyester/polyamide composite microfiber fabric, polyester fine denier knitted fabric, nylon fine denier knitted fabric are dyed according to the above-mentioned dispersion/activity one-bath method, and the conventional The color fastness to washing was measured by the dispersion/acid one-bath method. The results are shown in Tables 1 to 3. 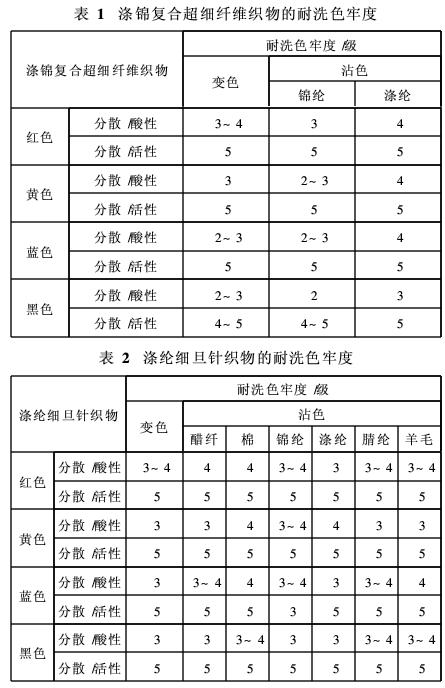
It can be seen from Table 1 to Table 3 that Eriofast reactive dye/TerasilW disperse dye-bath dyeing polyester/polyamide composite microfiber fabric can obtain high wash fastness compared with traditional dispersion/acid one bath method. The problem of poor dyeing fastness of polyester/nylon composite microfiber fabric is well solved.
3 Conclusions (1) Among the reactive dyes selected, Eriofast reactive dyes have higher liftability, levelness and compatibility.
(2) Eriofast reactive dye is a reactive acid dye. At a certain pH (acidic condition), the reactive dye after hydrolysis becomes the parent group of the acid dye, which can be adsorbed onto the nylon fiber and dyed again, thereby making the nylon A high color yield and color fastness are obtained.
(3) TerasilW series of disperse dyes have good washing fastness and lifting force when dyeing dark polyester, and have good alkali washability. In the presence of the diffusion promoter Univadine PB, it can reduce the dyeing temperature of the dye, and is beneficial to the one-bath dyeing of the polyester-fiber composite microfiber with the reactive dye.
(4) The use of TerasilW disperse dye/Eriofast active one-bath method for dyeing polyester-kilette composite microfibers effectively solves the problem of poor dyeing depth caused by poor coloration of ultrafine fibers. Compared with the traditional dispersion/acid one-bath method, it also has high wash fastness, which solves the problem of poor dyeing fastness of polyester-knit composite microfiber fabric.
references:
[1] Shen Zhiping. Dyeing and Finishing Technology (Volume 2) [M]. Beijing: China Textile Press, 2005: 178.
[2]Huang Jianhong. One-bath dyeing study of viscose/bromine blended silk active/acid dyes [D]. Master's thesis of Donghua University, 2005.
[3]Wang Pengfei. Disperse Dyes Refined by Ciba[J].Dyeing and Finishing, 1997, 23(6): 38-39.
[4]Tang Rencheng. Problems in dyeing of blended interwoven products and development of dyes[J].Dyeing and Dyeing, 2003(1): 17-22.
[5]Wu Jinshuo, Zhou Liangxian. Discussion on one-bath dip dyeing of di-chlorotriazine group reactive dyes and disperse dyes[J]. Silk Technology, 1995(4): 32-36.
[6]Ma Haitao,Yuan Qinhua,Zhang Cuifang.Development of one-bath one-step dyeing of polyester-cotton blended fabrics[J].纺织导报, 2000(2): 44-46.
[7] Dong Zhenli, Zheng Baohai. A new one-bath one-step dyeing process for polyester/cotton blended fabrics[J]. Dyeing and Printing, 1998, 24(6): 8-11.