OMS-10 CNC machine tool online measuring system in automobile axle processing
2.2 OMS-10 online measurement system functions and features (1) TP6C probe mechanical function: stylus three-dimensional motion, high-precision reset, stylus can be replaced, taper shank can be replaced, the position of the ball on the stylus can be precisely adjusted The main protection level is IP67; the electronic function is selectable sleep mode, instantaneous low speed rotation start, various infrared coded signals (contact, trigger, low voltage alarm), various light indication signals, built-in charging power supply, ultra low power consumption technology . A car bridge has used different production processes in the production process of large-scale axles for more than 20 years. It is difficult to machine the lock pin holes after machining the main pin holes, or to machine the main pin holes after machining the lock pin holes. Ensure positional accuracy problems and processing efficiency problems between the two holes. The traditional machining process is to insert a positioning pin into the locking pin hole, and the distance between the locking pin hole and the main pin hole is controlled by the long direct cylindrical surface and the V-shaped surface of the V-shaped seat (see FIG. 3). Position accuracy of ±0.2mm. During the machining process, the operator needs to clean the iron filings, sludge, etc. between the mating surfaces in time before replacing the workpiece. The machine tool fixture is prone to failure, and the fixture is corrected for timing. Leading to the processing of individual parts for too long, reducing production efficiency and increasing production costs. Previous Next
(2) SRA infrared signal receiver function: a variety of signals (contact, trigger, low-voltage alarm) receiving and anti-interference function, multi-channel signal receiving, a variety of sound and light indication signals, the mounting frame can be universally adjusted.
(3) SCA system controller function: output SSR two kinds of working logic switch signal, one system can choose two SRA infrared signal receiver, the system has a variety of signal indication, can intelligently charge the probe, fast Connected interface panel for installation in a variety of mounting locations.
(4) Functions of the software system: various automatic calibration modes of the probe, probe movement protection function, measurement of inner and outer circles, measurement of grooves and bosses, measurement of single plane, measurement of inner and outer corners, Measurement of the fourth axis, measurement of the XY plane angle, three-point measurement circle, hole center distance measurement, and the like.
The main feature of the system is that it has a wide range of applications, and the workpiece measurement is fully automated, making it easy for the machine operator to use.
3 OMS-10 online measurement system in the process of axle processing
In the processing of large passenger cars and truck axles, the positional accuracy of the kingpin hole and the lock pin hole is a difficult problem to be guaranteed. First, the main pin hole and the lock pin hole are two different holes on the same part of the space (see Fig. 2) and require relatively high positional accuracy, and cannot be completed once on a conventional CNC machine tool; second, the part The size is relatively large and the shape is relatively complicated; therefore, it is difficult to ensure the spatial positional accuracy between the king pin hole and the lock pin hole when positioning by a conventional processing tool. 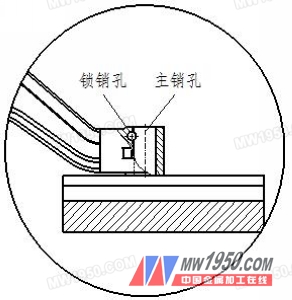
Figure 2 Position relationship between the pin hole and the main pin hole