Construction method and quality standard of steel structure fasteners
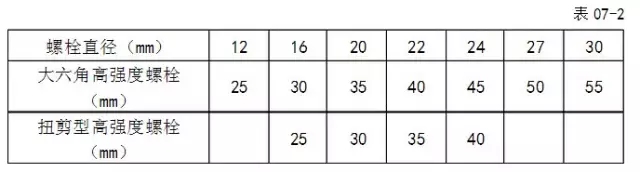
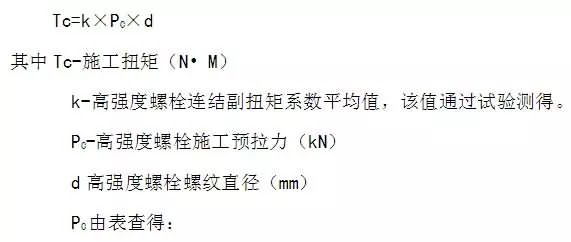
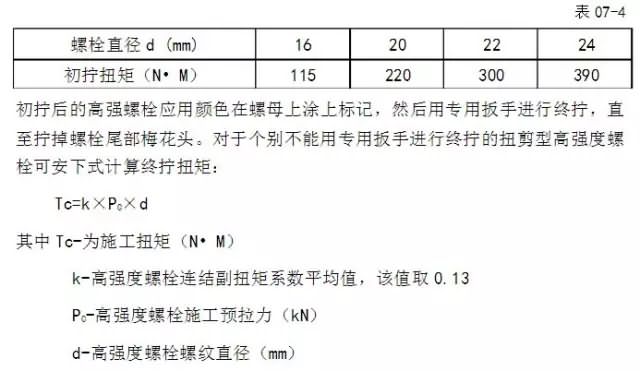
Construction method and quality standard of steel structure fasteners Scope of application ★ Mainly suitable for fastening bolts such as ordinary bolts, torsion-shearing high-strength bolts, large hexagonal high-strength bolts, rivets, self-tapping screws, rivets, nails, anchor bolts, anchor bolts, etc. Installation method and quality standard; ★ Installation and construction of steel frame fasteners for other fields and purposes can also be referred to. Construction requirements ★ Before the installation and construction, the main equipment and machine tools are ready for completion; all parts and components are prefabricated and assembled. The construction site and the discharge material site are prepared before installation and construction, and the construction conditions are available; ★ All the construction personnel have participated in the construction technology, and clearly defined the construction procedures, construction methods, installation procedures, quality standards, finished product protection and HSE technical requirements; ★ The construction squad leader and postmaster should be familiar with the construction drawing materials, standard atlas, construction and acceptance criteria, etc. ★ The variety, specifications and performance of the arrival goods should conform to the current national product standards and design requirements, and have product quality documents. The high-strength large hex head bolt connection pair and the torsion-shear type high-strength bolt connection pair shall be respectively shipped with the torque coefficient and the tightening axial force (pre-tension) inspection report; a) The high-strength bolt connection pair shall be supplied in accordance with the package, and the batch number, specification, quantity and production date shall be indicated on the package. The appearance surface of bolts, nuts and washers shall be protected by oil. No rust and contamination shall occur, and the threads shall not be damaged; b) When the ordinary bolt is used as the permanent connecting bolt, when there is a design requirement or doubt about its quality, the minimum tensile load of the bolt shall be re-inspected, and 8 bolts of each type shall be checked; c) For the high-strength large hex head bolt connection pair, the torque coefficient re-inspection shall be carried out and an inspection report shall be issued. 8 sets of connecting pairs shall be taken for re-inspection in each batch. After re-inspection, the average value of the torque coefficient of each set of 8 sets shall be calculated. 0.110~0.150, the standard deviation is less than or equal to 0.010; d) The torsion-shear type high-strength bolt connection pair shall be pre-tensioned and re-inspected and an inspection report shall be issued. 8 sets of connection pairs shall be taken for re-inspection in each batch. The average pre-tension and standard deviation shall meet the requirements of the following table: f) The high-strength bolt connection pair must be lightly loaded and unloaded during transportation and storage, and shall not damage the thread; g) High-strength bolted joints shall be kept in accordance with the batch number and specifications on the packing box. It is strictly forbidden to unpack any boxes before use to prevent contamination of the stolen goods; h) High-strength bolts shall be collected according to the amount required for the day. The warehouse shall be registered with the licensee, the specifications for use, the quantity used, and the location of use. The remaining bolts shall be kept in a safe place and shall not be thrown or thrown. Construction process Construction method Inspection and acceptance of joints before construction The connected parts of the arrival shall comply with the relevant requirements of “Steel Parts and Steel Parts Processing Engineering†and “Steel Component Assembly Engineering†in the “Code for Construction and Acceptance of Steel Structure Engineeringâ€. In addition, for high-strength bolted steel structures, the following requirements are imposed on their components: ★ The bolt hole diameter and hole spacing of the components are inspected and meet the requirements of the drawings; ★ The friction surface of the high-strength bolt joint of the component shall be protected after treatment to prevent contamination of dirt and oil; ★ The arrival component shall have the product quality certification document and the friction surface anti-slip coefficient test report; ★ Before the installation of the steel structure, the anti-slip coefficient of the high-strength bolt friction surface should be re-inspected by the steel structure manufacturing batch. The manufacturing quantity can be divided into batches per 2000T according to the division (sub-distribution) project, less than 2000T. Can be regarded as a batch, three batches of test pieces per batch, the test pieces are provided by the manufacturer, and the re-inspection report should be provided after the test is completed. The minimum value of the test must be equal to or greater than the design specified value. If the above requirements are not met, the components must be re-executed. The friction surface is treated, and the inspection is repeated after the treatment is completed. ★ Surface treatment of the connected member The high-strength bolt connection surface of the inspection member before installation, using a wire brush, sandpaper, grinder and other tools to remove the flash surface of the friction surface, burrs, welding spatter, welding smash, scale, dirt, rust Wait. ★ Installation of structural members The installation method of structural members and the requirements for quality standards can be found in the construction method of steel structures. ★ Installation of fasteners ★ Ordinary bolt installation permanent ordinary bolt fastening should be firm and reliable, the penetration direction is the same, the exposed thread should not be less than 2 buckles, if the ordinary bolt only plays a fixed role, attention should be paid to the other requirements of the design drawings such as the welding requirements of the components. . ★ Self-tapping bolts, rivets, nail installation a) The self-tapping bolts, rivets and nails used for joining thin steel plates shall be matched to the steel plates to be connected, and their spacing and margin shall meet the design requirements; b) Self-tapping bolts, rivets and nails shall be connected to the steel plate to be tightly attached and neatly arranged. ★ High strength bolt installation a) The length and quantity of high-strength bolts shall comply with the requirements of the design drawings; if the design drawings (including the secondary design drawings) do not specify the length and quantity of the high-strength bolts of the joints, the joint drawings and parts of the design drawings may be combined according to the following formulas. Figure, component diagram calculation length: The number of high-strength bolts can be summarized according to the node type and the number of nodes. b) The contact surface gap due to plate thickness tolerance, manufacturing variation, mounting deviation, etc. shall be treated as follows: 1) When the contact surface gap t is less than 1 mm, no treatment is required. As shown in Figure 07-1: When the friction surface gap t is greater than 3 mm, the pad is added, the thickness of the pad is not less than 3 mm, and the number is not more than 3 layers; the material of the pad and the friction surface are treated in the same manner as the components. As shown in Figure 03-3: c) High-strength bolts should be freely threaded into the bolt holes. If they cannot be penetrated freely, they should be reamed with a reamer or a rod grinder. The hole diameter after reaming should not exceed 1.2d (d is the bolt diameter); The gas cutting tool is used for reaming; before reaming, all the bolts around the hole should be tightened to prevent iron filings from falling into the slat; d) If most of the high-strength bolts of the whole node cannot be penetrated freely due to production, installation, etc., the bolt holes of the components should be designed to be blocked by welding, polished, drilled or re-drilled, and welded. When using the welding rod with the mechanical properties equivalent to the base metal, it is strictly forbidden to use steel blocks, steel bars, round steel, etc.; e) For the high-strength bolts of the installation node that are accurate and fast, the temporary baffle can be welded on the component; at the same time, the bolt holes of the connecting plate and the connecting piece are used by the round pin or the temporary bolt, and the number of temporary bolts should meet the strength requirement. Then install the official bolts in time. After installing about 1/3 of the official bolts, the round pins or temporary bolts can be removed. After the high-strength bolts are tightened, the temporary baffles are removed, and the welds of the baffle welds are polished and touch-painted. ; f) The installation of bolts shall be carried out after the adjustment of the central position of the structural members. The penetration of the bolts shall be based on the convenience of construction, and strive to be uniform. The same node shall not be allowed to have the inconsistent direction of bolt installation. The bolt installation direction at both ends of the same member shall be Consistently, the bolt mounting direction of the component nodes on the same axis should be the same. The bolt mounting direction of the same frame and structural members of the same device should be consistent. Individual nodes may not be constructed according to the above requirements due to inconvenient installation; generally speaking, for the sake of aesthetics, the outside The bolts of the structural members shall be installed with the bolt head on the outside; g) When the high-strength bolt connection is installed, the side of the nut with the round table should face the chamfered side of the washer; for the large hexagonal high-strength bolt connection pair, the chamfered side of the bolt head lower washer faces the bolt head; h) The friction surface of the high-strength bolt joint must ensure the determined treatment mode, and it must not be changed without authorization; and the friction surface should be kept dry. If it is rainy, construction must take rain-proof measures; i) For the convenience of installation, the high-strength bolts of the components can be installed with tools such as tool bags (the quantity should not be too much). The wires are firmly tied on both sides of the components and hoisted with the components. Tools such as tool bags that are used repeatedly should be checked frequently. Is it intact? j) After the high-strength bolt is installed, it should be tightened with a special wrench in time. To speed up the construction progress, use a wrench and a wrench to tighten the nut until the connecting plate is tightly attached and then use a special torque wrench to tighten; the torque wrench for construction should be Make corrections; k) The construction torque of the large hexagonal high-strength bolt can be determined by the following formula: l) The tightening of large hexagonal high-strength bolts shall be divided into initial tightening and final screwing; for large nodes, it shall be divided into initial screwing, double screwing and final screwing. The initial tightening torque is about 50% of the construction torque, and the double tightening torque is equal to the initial torque. Twisting torque; the high-strength bolts after initial and double-threading are marked on the nut, and the high-strength bolts after final screwing are marked on the nut with another color; when the high-heeled bolts of the large hexagon are tightened, only Applying torque to the nut; m) The tightening of the torsion-cut high-strength bolt is divided into initial tightening and final tightening. For large nodes, it should be divided into initial screwing, double screwing and final screwing. The double tightening torque is equal to the initial tightening torque. The initial tightening torque is found in Table 07-4: o) The high-strength bolts shall be completed on the same day in the initial, double and final tightening; p) For steel structures that are required for open air use, contact with corrosive gases or design drawings, after the high-strength bolts are tightened and inspected and accepted, the joints at the joint plates shall be closed with putty in time, the putty materials meet the design requirements, and the putty shall be matched. The ratio meets the requirements of the manufacturer's product specification; the high-strength bolt connection should be painted according to the design requirements. Quality Standard ★ Quality inspection and acceptance of large hexagonal high-strength bolt connection pairs: 1) Use a 0.3kg hammer to strike a high-strength bolt for a general inspection to check for leaks; 2) Check the tightening torque: 10% of the number of bolts per node, but not less than one for torque check. Take a bolt, draw a straight line on the end face of the screw and the nut, loosen the nut by 60°, and then retighten it with a torque wrench to make the two lines coincide. The measured torque should be in the range of 0.9Tch to 1.1 Tch. Check torque (Tch) is calculated as follows: Tch=k×P×d(N•M) 3) If it is found that there is any non-compliance, then expand the inspection by 10% on this node; if there are still unqualified, the high-strength bolt of the entire node is re-tightened; 4) The torque check should be completed after the bolt is screwed for 1 hour and before 24 hours; ★ The final twist check of the torsion-shear type high-strength bolt is qualified by twisting the tail plum head. For torsional shear type high-strength bolts that cannot be tightened with special wrenches, check according to the inspection method of large hexagonal high-strength bolts; ★ The number of reaming holes complies with the requirements of relevant technical documents and specifications;
Powder-actuated Fasteners are made of special heat-treated steel. Common nails are not used for powder-actuated fastenings. There are many specialized fasteners designed for specific applications in the construction and manufacturing industries.
A powder-actuated tool (often generically called a Hilti gun or a Ramset gun after their manufacturing companies) is a type of nail gun used in construction and manufacturing to join materials to hard substrates such as steel and concrete. ... Low-velocity tools introduce a piston into the chamber.
Powder-actuated Fasteners YIBIN CITY NANXI DISTRICT QIANGXIN PLASTIC CO.,LTD. , https://www.homsetfastening.com
e) For bolt-and-ball joint steel grid structures with a construction safety level of one level and a span of 40 m and above, the joint hardness test shall be carried out for connecting high-strength bolts, and 8 shall be inspected according to the specifications. For 8.8 grade high strength bolts, the hardness should be HRC21-29; 10.9 grade high strength bolts should have hardness HRC32-36, and there must be no cracks or damage. 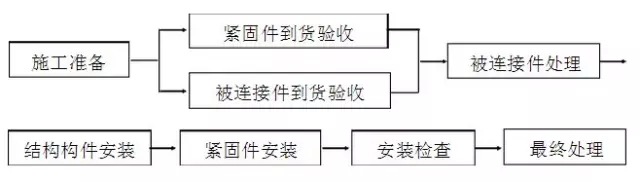
★ The surface of the steel plate at the joint of high-strength bolts should be flat, free of welding splash, no burr, no oil. The surface treatment method should be consistent with the requirements of the drawings, and the friction surface should not be painted; 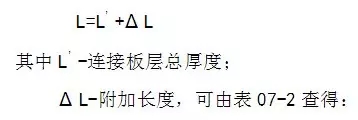
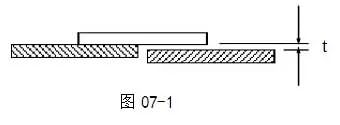
When the contact surface gap t is between 1 mm and 3 mm, the thick plate side is ground to a gentle slope of 1:10. As shown in Figure 03-2: 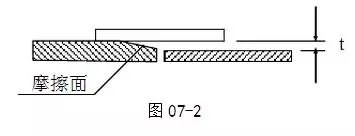


n) For high-strength bolts, the bolts at the joints shall be twisted in a certain order during initial, double and final tightening. For a certain node, it should generally be screwed outward from the center of the bolt group so that the deformation of the plate can be extended outward during the screwing process; the entire structure should be in order from bottom to top and from side to side. Screw on each node;