Application and realization of cyclic control time quenching cooling technology on large parts
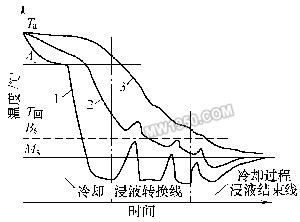
Abstract : As a new type of cooling control technology, quenching-cooling technology has many unique advantages and broad application prospects compared with traditional cooling technology, especially suitable for quenching of large workpieces. This paper starts with the diagnosis and treatment of quenching and cooling technology in the 裓-circle control, analyzes the diagnosis, the content, the characteristics and the characteristics of the technology, and the actual process development, the required production equipment and the control method in the specific realization process. A brief analysis and introduction. The main heat treatment form of large-size alloy steel is the overall heat treatment. For alloy steel parts with large cross-section dimensions, complex shapes and required mechanical properties, if simple oil quenching is used, the mechanical properties are often not met, and water quenching is used, and cracking occurs. At present, such workpieces are quenched and cooled by water quenching + oil cooling or water-soluble medium (PAG) quenching. However, the effect of using these two kinds of quenching and cooling methods is often not ideal, not only the mechanical properties are low, the medium use cost is high, and there are also environmental pollution and safety hazards. The Cyclical Timed Quenching and Processing (CTQP) technology developed by Shanghai Jiaotong University has achieved good results in solving the low-mechanical properties of alloy steel parts, and has achieved good results in water quenching and cracking. The application is obtained. This paper starts with the diagnosis and treatment of quenching and cooling technology in the 裓-ring control, analyzes the diagnosis, the content, the characteristics and the characteristics of the quenching and cooling control technology, and the actual process development and implementation in the specific implementation process. The required production equipment and control methods were briefly analyzed and introduced. I. 裓-Circular control quenching and cooling technology (CTQP) diagnosis - rational The ideal cooling curve during quenching can be divided into three stages. (1) Slow cooling phase from austenitizing temperature to A1 temperature: The purpose of this phase is to reduce the thermal stress generated by rapid cooling while reducing the overall heat capacity of the quenched workpiece. (2) Rapid cooling phase in the pearlite transition temperature region of the TTT curve: The purpose of this phase is to avoid as much as possible the occurrence of pearlite or upper bainite transformation in supercooled austenite. (3) Cooling at a slower rate in the martensite transformation temperature region (near the Ms point): The purpose of slow cooling at this stage is to reduce stress due to a large amount of martensite structure. The cooling curves of water, water-soluble medium, oil and air are quite different from this ideal cooling curve, but if a suitable double medium is used, the curve similar to the ideal cooling curve can be obtained by controlling the medium switching time, which is基本-Basic control of quenching and cooling technology (CTQP). Figure 1 is the cooling curve of the surface layer, the subsurface layer and the core of the workpiece during the quenching and cooling process using water + air 裓-ring control. It can be seen from the figure that the first stage of cooling is pre-cooling, that is, in the temperature range between the austenitizing temperature and the A1 temperature, the air cooling is used for slow cooling. 1—surface cooling curve; 2—subsurface curve; 3—heart cooling curve; Ta—austenization temperature; A1—co-folding temperature; T-return-tempering temperature; Bs—bainite transformation starting temperature; Ms - Martensite transformation start temperature. Figure 1 Schematic diagram of the cycle control time quenching cooling process The effect is to reduce the overall heat capacity of the workpiece, providing conditions for increasing the cooling rate of the next stage (rapid cooling phase); while the slow cooling in this interval has little effect on the pearlite transition during the secondary surface and the core. For workpieces with no special requirements on surface texture and hardness, a certain amount of pearlite structure can be obtained in the surface layer by pre-cooling at this stage, which can increase the depth of the hardened layer of the workpiece. The second stage of quenching and cooling is carried out by alternating the rapid cooling (water cooling) and the slow cooling (air cooling) 裓-ring. In the case of rapid cooling (water cooling), when the surface layer of the workpiece is cooled to a temperature near or below the Ms point, the rapid cooling is stopped and the cooling is stopped; in the case of slow cooling (air cooling), the heat of the secondary surface layer is transmitted to the surface layer, the surface layer. The temperature rises, the martensite that has just changed in the surface layer is self-tempered, and the plasticity and stress state of the surface layer are adjusted to avoid the occurrence of cracking. This alternating process of rapid cooling and slow cooling is repeated (the time ratio is adjusted according to the actual situation) until the temperature of a certain part of the workpiece reaches the temperature required by the cooling process and then stops cooling. Second, the characteristics of quenching and cooling technology during 裓-ring control Since CTQP technology can be accomplished by multiple immersion (or spray) and air-cooled 裓-ring cooling steps, this technique is particularly suitable for quenching applications of large-size alloy steel workpieces. Has the following characteristics: (1) Water is used as the main quenching medium instead of water-soluble medium (PAG), oil and other media. Wide range of applications (in theory, by adjusting the water-to-air treatment time ratio, its cooling capacity can reach any value between water and air). The cooling capacity is strong, and by adding a simple spraying process, the heat exchange capacity during water cooling can be significantly improved; and the treatment process is safe, the use cost is low, and there is no environmental pollution. (2) The processing objects are mainly alloy steel workpieces and workpieces with complex shapes. Since the CTQP technology consists of a plurality of 裓-ring cooling steps, it can be applied to the quenching and cooling of complex workpieces, and the quenching and cooling requirements of the corresponding parts of the workpiece can be achieved in different quenching and cooling sections. (3) The standard for the quenching and cooling process is based on comprehensive consideration of the tissue component and stress-strain state of each part of the workpiece. Therefore, it is impossible to plan the processing of the workpiece simply by experiment and 綷-test. It is necessary to use a numerical simulation method to obtain the process by combining the calculation data with the simulation calculation. Process formulation is the core and difficult point in the quenching and cooling technology of helium-ring control. (4) The quenching and cooling process must be realized by computer control using ancillary equipment that meets the processing requirements. The realization of the quenching and cooling process in the 裓-ring control requires precise and sensitive conversion of the water-air cooling mode and the adjustment of the water-air cooling time ratio, which are not provided by the conventional quenching and cooling equipment, and must be completed by redesigned supporting equipment; At the same time, the process of the CTQP process is often relatively complicated and the control requirements are strict, so it must be ensured by professional computer control software and hardware. Next page