Forming Process Analysis and Die Design of Refrigerator Base Plate
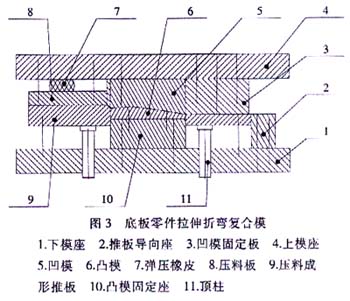
[Abstract] Through the analysis and comparison of the forming process of the peach-shaped tenon of the refrigerator bottom plate, a reasonable forming technique was adopted, and the mold structure design and the adopted technological measures were introduced to ensure the quality of the parts. [Key words] process analysis of composite shaped peach-shaped tenon process 1 Introduction The parts shown in Figure 1 are made of galvanized steel sheet (10O-PT-ZLB) with a thickness of 0.3 mm and a blank blank size of 458 mm × 670 mm. The stamping process is: blanking--punching, falling and--bending (bending four sides)--drawing (peach-shaped tenon)--forming (mountain shape), the surface is required to be flat after forming, no scratching is allowed The phenomenon of wrinkling, cracking, etc., from the analysis of the structure of the parts, the parts are difficult to stretch and form at the peach-shaped tenons, which are prone to wrinkles and cracks, which is a difficult point in stamping and quality control. In the past, we carried out the process test, but failed due to the improper forming process. Later, through analysis and comparison, we took a reasonable part forming technique and modular structure to solve this problem. 2 Process analysis The key to the success of the stamping process of the part is the formation of the peach-shaped tenon. After analysis, there are three methods for forming the peach-shaped tenon; as shown in Fig. 2, using the stamping forming method of Fig. 2a, the peach-shaped tenon The separate forming method of stretching first and then bending in the next process, through experiments, found that: the stretch-formed peach-shaped tenon formed a deep wrinkle on the circular arc surface at 310 mm in Fig. 2a at the time of final forming, and could not be eliminated, resulting in Forming failure also complicates the structure of the last pair of forming dies, so this method is not feasible. Therefore, the stretching and bending of the peach-shaped tenon are preferably formed once, as shown in Fig. 2b and Fig. 2c. According to experience, the tenon is easily stretched and formed on one plane. If the dove of the peach shape is stretched, the bending composite forming can be simplified in one plane, and the forming of the part will be easy, thereby simplifying the structure of the mold. By analyzing Figure 2b, it is found that: (1) the drawing of the tenon is formed by wide flange and shallow drawing, and can be formed once by the beading ring; (2) the part of the convexity is based on the plane of the tenon The extension height of 20mm is less than the bending height of the part at the peach-shaped tenon 24mm, and the ratio of the bending height of the part to the width of the part (24/415=0.057) and the length of the part (24/(310+326)) =O.037) are small, have little effect on the forming, can be neglected, easy to stretch, bend and form simultaneously, and if stamping is formed on the mold by the method shown in Figure 2c, the vertical direction of the punch is not It is easy to adjust the gap of the pressing surface, and it is impossible to adjust the influence of the pressing force on the deformation of the material, and the wrinkling is not easy to eliminate. Obviously, this solution is not feasible. Therefore, the forming process of the part of the peach-shaped tenon should be reasonable according to the lower sequence diagram shown in Fig. 1b, which not only simplifies the design of the mold structure, but also facilitates the positioning of the next lower order. 3 Process measures (2) Analysis process Figure 2 shows that the slope of the peach-shaped tenon on the right side of the bend line is small and easy to form, but at the end of R500mm (see Figure 1), the flow of the material in the mountain is less hindered and easy to wrinkle; At the bend line and on the left side, due to the sudden change of the shape of the workpiece, the stress is compounded by stretching and bending during the forming process of the tenon, and the material flow is unevenly blocked, resulting in uneven deformation everywhere. If the same blanking force is used, the material is made. The peripheral resistance is the same, it is bound to wrinkle in the small deformation of the workpiece, and the cracking phenomenon occurs in the severely deformed part; the blanking force is adjusted according to the degree of deformation of the tensile part, so that the deformation and the deformation are maintained everywhere. The adapted feed resistance will effectively suppress the occurrence of wrinkles and cracking. Therefore, it should be fully considered in the design of the mold structure and the design of the mold parts to prevent the parts from wrinkling and cracking during the forming process. 4 equipment selection According to the experience and the company's existing equipment, it is processed on the closed press (JH36-250). Because the relative thickness of the material is very small, it is stretched with large and stable blanking force, which is beneficial to the stretch forming process. The flow of the retarding material prevents wrinkles, and at the same time, due to the use of the cylinder pressing, the pressure is stably adjusted and the production efficiency is high. 5 bottom steel plate drawing forming die design 5.1 Die structure and its characteristics The mold structure uses an open stretch forming die as shown in FIG. (2) The press forming push plate is lifted by the cylinder through the top column, and the pressure is stable. (3) The contact between the top column and the press forming push plate is point contact, which acts as a resistance rib during the stretch forming process. The position and quantity of the top column are mainly based on the deformation degree and feed resistance of the tensile part. According to the reasonable design around the punch, in order to make the top column play the role of the retaining rib, the thickness of the small step of the press forming push plate is designed to be 35 mm. 5.2 Design and manufacture of main working parts of molds The design of the punch and the die is an important part of the design and manufacture of the die. In order to facilitate the manufacture and repair of the fitter, the punch and die materials are made of 45 steel, and the convex and concave die are mainly inlaid and punched. After the die machine is formed and formed, the fitter presses the convex and concave molds according to the sample, assembles and polishes. 5.3 Determination of the radius of the fillet of the convex and concave molds The first test shows that the workpiece is cracked at the bend line. According to the structure and deformation characteristics of the part, the analysis is that the mouth portion R of the die is small, the tensile stress of the sidewall of the blank wall is increased, and the deformation of the material. The reason for the increase in resistance is that the R of the right side of the part bending line is taken as R3mm, the periphery of the punch is only taken as R1mm, and the mouth part R of the bending line is adjusted from the original R5mm to R7mm, which is improved. The fluidity of the material avoids cracking of the workpiece at the bend line. 6 Conclusion The mold has passed the test mode debugging and has been mass-produced for 10 months. It has been proved that the parts stretched and formed by this method have no deformation, wrinkle and cracking, meet the technical requirements of the parts, and the quality is stable. 

(1) After analysis, the relative thickness of the blank (t/B=O.3/415=0.0065) is very small. Therefore, a strong crimping device is needed to increase the deformation resistance of the material; The ribs are used to improve the material's resistance to wrinkle resistance, but it is limited by the surface quality requirements of the workpiece blanks and parts, and can only be solved by adjusting the reasonable blank holder force.
(1) The laminated plate with the press material is formed into a monolithic structure, the parts are formed, and the thrust is stable and synchronized, which avoids damage when the parts are ejected.