One-time multi-forging die forging
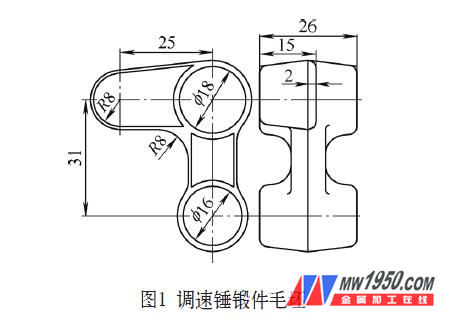
A multi-forging die forging method is a die forging forming method in which a blank is subjected to die forging to obtain ≥ 2 pieces (or ≥ 2 kinds) of material grades and batches having the same or similar mechanical properties. Most of the die forgings are forged and forged (that is, only one piece or one forging piece is obtained after die forging), but under the specific conditions, a multi-forging forming can be realized (mainly one die forging, continuous) Multi-forging, turning head forging, compound die forging, scrap re-forging and multi-piece forging, etc.) Theory and practice show that if the multi-forging die forging method is used reasonably, it can effectively improve the forging process, save metal materials, improve the quality of forgings, improve forging efficiency and reduce the cost of forgings. Otherwise, it will lead to poor forging process, waste of metal materials, poor forging quality, low forging efficiency and high cost of forgings. 1. Constraints of a single forging die forging method A multi-forging die forging method has certain constraint conditions (or unsuitable strip conditions), as long as one of the following contents is not suitable for one-time multi-forging (especially unsuitable for one-die multi-forging, continuous multi-forging, turning-head forging) And composite die forging and other forming methods: such as the weight of the forging, the horizontal projection area of ​​the forging, the shape of the forging is too complicated, the forging temperature range is too narrow, the forging die has a large depth, and the direct forging deformation of the blank is too large. The number of steps of the blanking work in one fire forging is ≥3, the number of forging dies to be used is increased, and the number of forging equipment to be used is increased. A multi-forging die forging method is a systematic project. Effectively determining the constraint conditions and suitable conditions is one of the prerequisites for realizing the reliability, effectiveness and timeliness of a multi-forging. 2. Application examples of a multi-forging die forging method (1) One-die multi-forging one-die multi-forging can improve the function, economy and forging efficiency of the forging die, but it also increases the forging die size and equipment tonnage. When the forging die size and equipment tonnage are insufficient, it is extremely easy. Lead to difficult forming and low forging efficiency. The speed regulating hammer is a small die forging piece with a single piece weight <0.2kg (see Figure 1). The parts are made of alloy steel 12CrNi3A and high temperature alloy GH4080A. The die forging method has obvious differences. The forging condition of 12CrNi3A steel die forging is less, the die forging process is better, and it is suitable for one die forging, forging die forging, continuous forging and multi-piece forging. In the case of one-die multi-forging, one forging or one forging can be realized; or when forging and forging, and then forging and forging one more, one forging or one forging can be realized. High temperature alloy GH4080A die forging has many constraints, such as low plasticity, large deformation resistance, high adhesion, strong sensitivity to heating rate, narrow forging temperature range, strict forging temperature requirements, low thermal conductivity, and corresponding variable rate. Strong sensitivity to stress state, obvious cold work hardening tendency, high recrystallization temperature and slow speed, wide range of critical deformation, and no unfavorable factors such as isomeric transformation during heating and die forging. It is not suitable for one-piece multi-forging, turning head forging, continuous multi-forging, composite die forging and multi-piece forging, etc. It is only suitable for one material and one forging. For more details, please see the attached content or "Metal Processing (Hot Processing)" No. 19, 2013
Single
layer roof Roll Forming Machine
Single Layer Roof Roll Forming Machine is
composed of feeding, molding and shaping up after cutting machines, color plate
and its appearance tidy and beautiful, uniform lacquer veins, high strength,
durable, widely used in industrial and civil buildings, such as factories,
warehouses, stadiums, exhibition halls, theaters room and wall surface.
Components
of single layer roof roll forming machine:
Manual Uncoiler , Guiding Platform, Main Machine Of
Roll Forming,Cutting Device, Hydraulic Station, PLC Control, Supporter Table.
The processing technique
and deployment of single layer roof roll forming machine:
Man-made uncoiler-Roll forming machine-PLC system-Hydraulic system-Post cut
Description
of single layer roof roll forming machine:
Thickness
of material: 0.2-0.8mm
Main
structure:300H
steel
Wall
plate: 14mm
Diameter
of shaft: Ф70 solid
Chain:
P=19.05
Bear:
6210
Electric
motor power: 3KW
Reducer:
4# cycloid reducer
Roller:
11rows
Forming
speed: 8-12m/min
Material
of Rollers: Carbon Structural Steel Hard chromium Plating on the surface
Cutting
type: Hydraulic shearing
Motor:
380V, 50HZ/3 phase
Electrical
part:CHINT,Delixi
Hydraulic
motor: 3KW
Tail
cutting material: Delta PLC-14ES
Size
of machine: 5.8m*1.4m*1.2m
Delivery: 30
days after receipt of advance payment
Package:
Plastic packing and nude in the container
Payment
Term: T/T, L/C, Trade assurance
Warranty: 12 months limited warranty
FAQ:
1. Q:
Are you a manufacturer?
A:Yes,
we are manufacture with roll forming machine factory.
2. Q: What
details of the machine you should get from me.
A: I will
confirm all details with you, such as the voltage in your city.
3. Can you
use other brand of spare parts for me if i want?
A: No
problem if you want to pay the money.
Single Layer Roof Roll Forming Machine Single Layer Roof Roll Forming Machine,Single Layer Roofing Sheet Machine,Galvanized Roof Roll Forming Machine,Steel Single Layer Roof Roll Forming Machine Shijiazhuang Zhouming Steel Building Materials Co., Ltd. , http://www.zmsteels.com